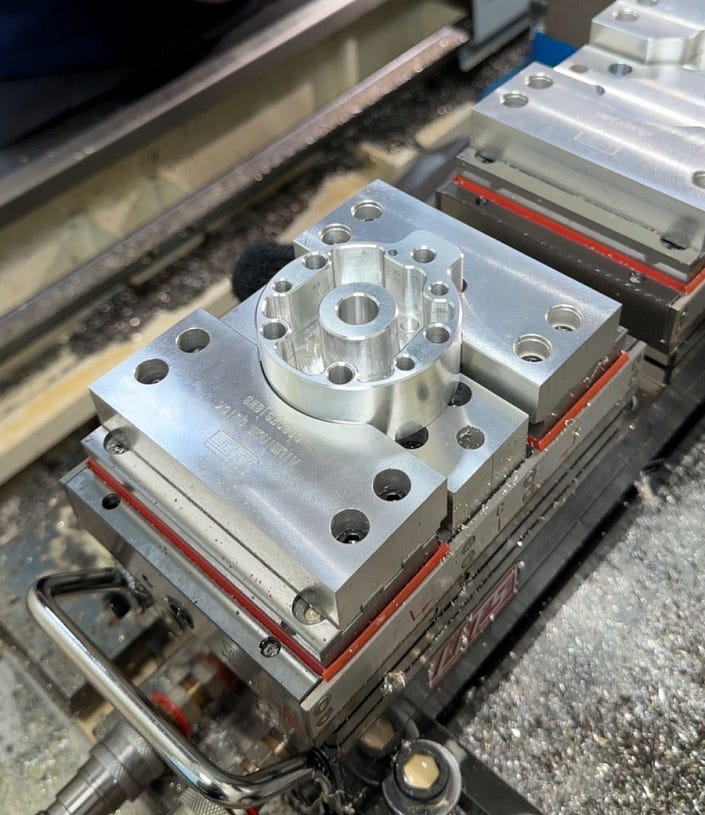
The internal shaft core fixture is not scratched or deformed, and the accuracy is full.
 CNCfixtures4 min read·Just now
CNCfixtures4 min read·Just now--
When processing hollow parts such as hollow shafts, gear inner holes, thin-walled casings, etc., the easiest pit to step on is “clamping deformation, inner hole scratches” – traditional external clamping fixtures, clamping from the outside, can easily lead to deformation of the inner hole of the hollow part and scratching of the outer circle, especially the thin-walled hollow parts, which will be deformed with a little force, and the processed parts It can’t be assembled, and the scrap rate is high. In our workshop, we used to process the inner holes of precision gears, and the scrap rate was as high as 18%. It was not until the internal rising shaft jig was replaced that this problem was completely solved.
First of all, let’s talk about the pits we have stepped on: before processing a precision gear inner hole with an inner diameter of 25mm and a wall thickness of 1.8mm, it was clamped with a traditional outer clamping chuck. After processing, it was found that the roundness error of the inner hole of the gear exceeded 0.01mm, and there were obvious scratches on the outer circle. More than 30 pieces were scrapped every day, and the material cost was seriously wasted. Household complaints continue. We tried to adjust the clamping force and apply soft rubber on the claw, but failed to solve the problem of deformation and scratching. Later, on the recommendation of our peers, we changed to the internal shaft core fixture. After using it, the effect was immediate.
The core advantage of this inner rising shaft core fixture is “inner rising positioning and outer circle machining” – unlike the traditional external clamping fixture, it expands outward from the inner hole of the workpiece and uses the friction between the rising sleeve and the inner hole to achieve center positioning and clamping, avoiding deformation and scratches caused by external clamping. The rising sleeve is made of high-elastic and high-hardness alloy steel material. After precision heat treatment and grinding, the hardness can reach HRC58–62, with excellent elasticity, uniform deformation after tightening, and can closely fit the inner hole of the workpiece, and the positioning accuracy can reach within 0.005mm.
Actual measurement experience: We use it to process the inner hole of precision gears with an inner diameter of 25mm and a wall thickness of 1.8mm, and continuously process 150 pieces. The roundness error of the inner hole is all controlled within 0.006mm, and there is no scratches in the outer circle. The scrap rate is directly reduced from 18% to less than 1%, which can save more than 4,000 pieces of materials per month. Material cost. Its tightening force can be adjusted steplessly in the range of 0.3–2.5 tons. When processing thin-walled hollow parts, adjust the tightening force to prevent deformation of the inner hole; when processing thick-walled hollow parts, adjust the tightening force to ensure that the clamping is firm and meet the needs of heavy cutting.
The adaptability is also particularly strong. It adopts a replaceable sleeve design, and the tightening range can be adapted to hollow parts with an inner diameter of 8–245mm. Whether it is a small sleeve, a medium-sized hollow shaft, or a large gear inner hole, you only need to replace the corresponding sleeve, and the debugging can be completed within 2 minutes. There is no need to disassemble the overall fixture, which greatly improves the replacement effect. Rate. Our workshop processes three kinds of hollow parts with different inner diameters. It doesn’t take too much time to change the model, and the production efficiency has been improved by more than 50%.
Operation: One-button hydraulic control, it only takes one second to tighten and loosen. Ordinary operators can get started after simple training without professional technicians. The surface of the rising sleeve has undergone special anti-slip and anti-scratch treatment, which can not only avoid scratching the inner hole of the workpiece, but also increase friction and improve the clamping stability. There is no shaking and no displacement during the processing process.
Daily maintenance: Regularly clean the iron shavings and oil stains on the surface of the rising sleeve, and check the wear of the rising sleeve. When the wear of the rising sleeve exceeds 0.02mm, just replace the rising sleeve in time. Check the pressure and seal of the hydraulic system once a month, replenish the hydraulic oil in time, and replace the damaged seals. Under normal use conditions, the service life of the sleeve can reach more than 6 months, and the overall service life can reach more than 5 years. The comprehensive cost of use is much lower than that of the traditional external clamp fixture.
Now our workshop processes all hollow parts, and we use this internal shaft core fixture, which does not scratch or deform, has stable accuracy and high efficiency, which completely solves the pain points of hollow parts processing.
#HydraulicClamp
#ToolingFixture
#HydraulicVise
#QuicklyChangeTheFixture
#UniversalFixture